
以下是:惠州市龙门县绗磨管生产商_九冶管业有限公司的产品参数【九冶】以匠心打造多元场景产品,涵盖惠阳精密钢管本地配送、惠东精密钢管实体厂家大量现货等。绗磨管生产商_九冶管业有限公司_九冶管业(惠州市龙门县分公司),固定电话:【18762195566】,移动电话:【18762195566】,联系人:李经理,丁块工业园。 广东省,惠州市,龙门县 龙门县,隶属广东省惠州市,县境原是增城县的上龙门地区,故以龙门命县名。位于广东省中部,增江上游,东南与河源市、惠州市博罗县接壤,西南与广州市从化区、增城区毗邻,北与韶关市新丰县相连,总面积2267.2平方千米。截至2019年,龙门县共辖2个街道、7个镇、1个瑶族乡。根据第七次人口普查数据,截至2022年,龙门县常住人口31.86万人。
无论您是初次接触还是已经熟悉,我们的绗磨管生产商_九冶管业有限公司产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。以下是:惠州龙门绗磨管生产商_九冶管业有限公司的图文介绍
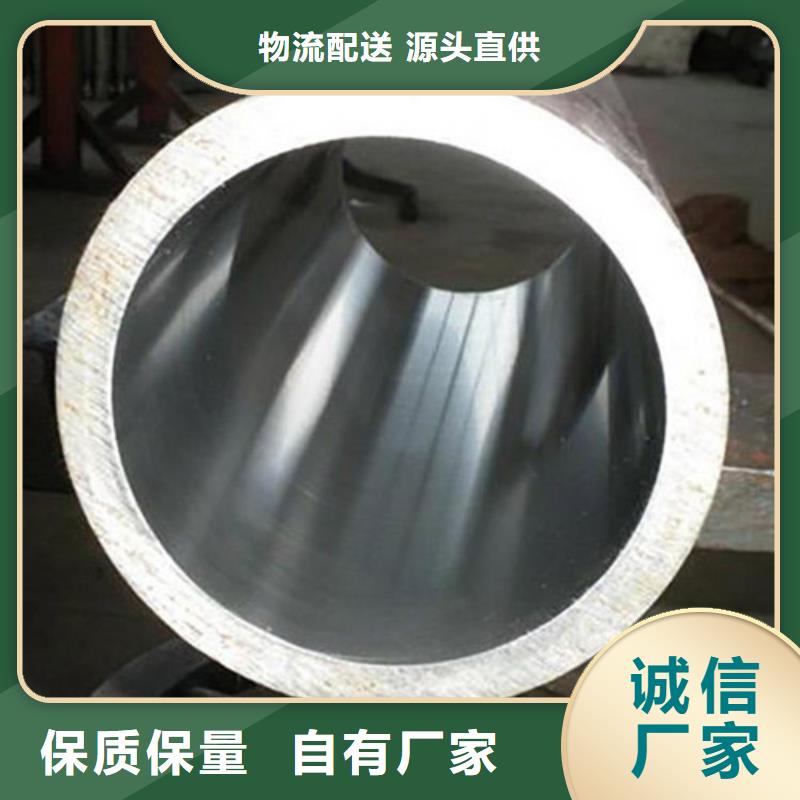
绗磨管的优点1、提高表面粗糙度,粗糙度基本能达到Ra≤0.08µm左右。
2、修正圆度,椭圆度可≤0.01mm。
3、提高表面硬度,使受力变形,硬度提高HV≥4°
4、加工后有残余应力层,提高疲劳强度提高30%。
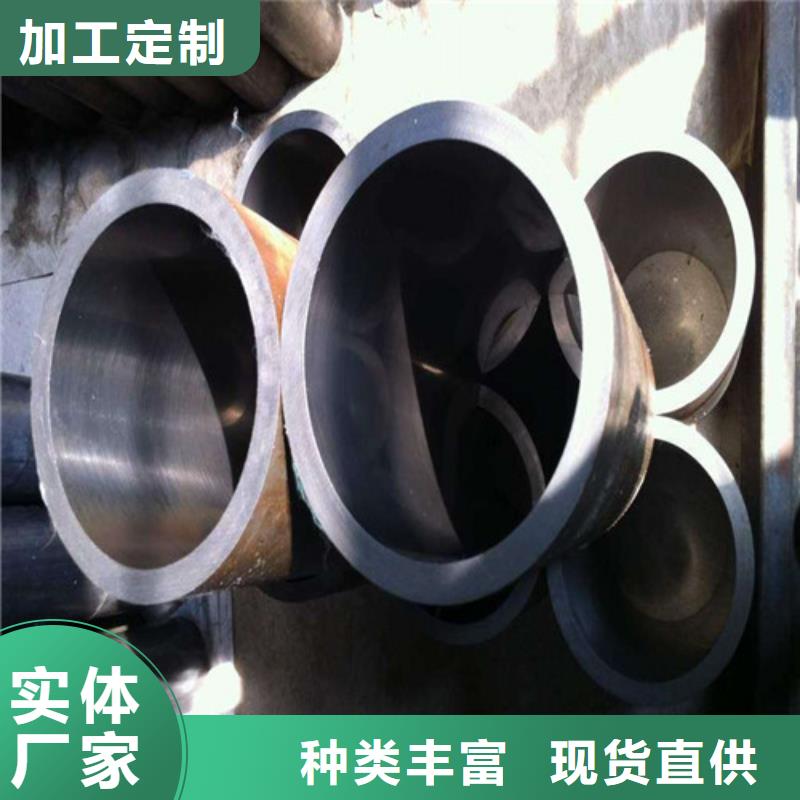
5、提高配合质量,减少磨损,延长零件使用寿命,但零件的加工费用反而降低。
珩磨管加工特点加工精特别是一些中小型的通孔,其圆柱度可达 0.001mm 以内。一些壁厚不均匀的零件,如连杆,其圆度能达到0.002mm。对于大孔(孔径在200mm以上),圆度也可达 0.005mm,如果没有环槽或径向孔等,直线度达到0.01mm/1m以内也是有可能的。珩磨比磨削加工精度高,因为磨削时支撑砂轮的轴承位于被珩孔之 外,会产生偏差,特别是小孔加工,磨削精度更差。珩磨一般只能提高被加工件的形状精度,要想提高零件的位置精度,需要采取一些必要的措施。如用面板改善零 件端面与轴线的垂直度(面板安装在冲程托架上,调整使它与旋转主轴垂直,零件靠在面板上加工即可)。
纠孔能力强
由于其余各种加工工艺方面存在不足,致使在加工过程中会出现一些加工缺陷。如:失圆、喇叭口、波纹孔、尺寸小、腰鼓形、锥度、镗刀纹、铰刀纹、彩虹状、孔偏及表面粗糙度等(见图2)。采用珩磨工艺加工可以通过去除少加工余量而极大地改善孔和外圆的尺寸精度、圆度、直线度、圆柱度和表面粗糙度。
珩磨管工艺及其在汽车零部件制造中的应用工艺介绍
珩磨工艺(Honing Process)是磨削加工的一种特殊形式,又是精加工中的一种加工方法。这种工艺不仅能去除较大的加工余量,而且是一种提高零件尺寸精度、几何形状精度和表面粗糙度的有效加工方法,在汽车零部件的制造中应用很广泛。珩磨加工原理
珩磨是利用安装于珩磨头圆周上的一条或多条油石,由涨开机构(有旋转式和推进式两种)将油石沿径向涨开, 使其压向工件孔壁,以便产生一定的面接触。同时使珩磨头旋转和往复运动,零件不动;或珩磨头只作旋转运动,工件往复运动,从而实现珩磨。
惠州龙门九冶管业有限公司的质量方针是:以市场为中心,加强 精密钢管质量保障,开拓 精密钢管技术创新,满足客户需求!
我们的服务宗旨是:诚实、信用、品质优、起货快、交货准!
欢迎广大新老客户惠顾合作!
滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使工件表面的微观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的。因此这种方法可同时达到光整加工及强化两种目的,是磨削无法做到的。无论用何种加工方法加工,在零件表面总会留下微细的凸凹不平的刀痕,出现交错起伏的峰谷现象,滚压加工原理:它是一种压力光整加工,是利用金属在常温状态的冷塑性特点,利用滚压工具对工件表面施加一定的压力,使工件表层金属产生塑性流动,填入到原始残留的低凹波谷中,而达到工件表面粗糙值降低。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,并形成残余应力层,硬度和强度提高,从而改善了工件表面的耐磨性、耐蚀性和配合性。滚压是一种无切削的塑性加工方法。
此外,珩磨头每转一转,油石与前一 转的切削轨迹在轴向上有一段重叠长度,使前后磨削轨迹的衔接更平滑均匀。这样,在整个珩磨过程中,孔壁和油石面的每一点相互干涉的机会差不多相等。因此, 随着珩磨的进行孔表面和油石表面不断产生干涉点,不断将这些干涉点磨去并产生新的更多的干涉点,又不断磨去,使孔和油石表面接触面积不断增加,相互干涉的 程度和切削作用不断减弱,孔和油石的圆度和圆柱度也不断提高,后完成孔表面的创制过程。为了得到更好的圆柱度,在可能的情况下,珩磨中经常使零件掉头, 或改变珩磨头与工件轴向的相互位置。需要说明的一点:由于珩磨油石采用金刚石和立方氮化硼等磨料,加工中油石磨损很小,即油石受工件修整量很小。因此,孔的精度在一定程度上取决于珩磨头上油石的原始精度。所以在用金刚石和立方氮化硼油石时,珩磨前要很好地修整油石,以确保孔的精度。
在惠州市龙门县采购绗磨管生产商_九冶管业有限公司请认准九冶管业(惠州市龙门县分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:李经理-【18762195566】)。















